Authors: B.Nagendra Babu, B.Vamsi Krishna & Dr.M.Kameswara Rao
Organisation: Malla Reddy Engineering College, (Autonomous), Hyderabad, Telangana, India.
ABSTRACT
Concrete is the mostly used material in various types of construction, from the flooring of a hut to a multi storied high rise structure from pathway to an airport runway, from an underground tunnel and deep sea platform to high-rise chimneys and TV Towers. In the last millennium concrete has demanding requirements both in terms of technical performance and economy while greatly varying from architectural masterpieces to the simplest of utilities. It is the most widely used construction materials. It is difficult to point out another material of construction which is as versatile as concrete.
High strength concrete is used extensively throughout the world like in the oil, gas, nuclear and power industries are among the major uses. The application of such concrete is increasing day by day due to their superior structural performance, environmental friendliness and energy conserving implications.
Mineral admixtures like Metakaolin and Condensed Silica fume is the pozzolanic material which is mainly derived from a clay mineral “kaolinite” and glass since it is calcined at higher temperatures it’s named as “metakaolin”. A further advantage of pozzolan mortars is their lower environmental impact, when compared to cement mortars, due to lower energy consumption during production and CO2 absorption by carbonation.
The tests conducted for these Ultra high strength fibrous triple blended concrete (CSF & MK) are with the addition of Silica fume and Metakaolin, along with fibrous material, the compressive strength of concrete at the age of 7 days and 28 days with various proportions of the mix. Split tensile test will be observed that with the addition of Silica fume and Metakaolin, along with fibrous material of concrete at the age of 7 days and 28 days with various proportions of the mix and finally it has been observed Flexural test of concrete with addition of Silica fume and Metakaolin, along with fibrous material of concrete at the age of 28 days will be observed.
Keywords— Metakaolin, Condensed Silica fume, Fibrous Material, M-60, M-80, Mix Design: IS-10262-2009
- INTRODUCTION
Concrete is the mostly used material in various types of construction, from the flooring of a hut to a multi storied high rise structure from pathway to an airport runway, from an underground tunnel and deep sea platform to high-rise chimneys and TV Towers. In the last millennium concrete has demanding requirements both in terms of technical performance and economy while greatly varying from architectural masterpieces to the simplest of utilities. It is the most widely used construction materials. It is difficult to point out another material of construction which is as versatile as concrete.Concrete is one of the versatile heterogeneous materials, civil engineering has ever known. With the advent of concrete civil engineering has touched highest peak of technology. Concrete is a material with which any shape can be cast and with equal strength or rather more strength than the conventional building stones. It is the material of choice where strength, performance, durability, impermeability, fire resistance and abrasion resistance are required.
Cement concrete is one of the seemingly simple but actually complex materials. The properties of concrete mainly depend on the constituents used in concrete making. The main important material used in making concrete are cement ,sand, crushed stone and water .Even though the manufacturer guarantees the quality of cement it is difficult to produce a fault proof concrete. It is because of the fact that the building material is concrete and not only cement. The properties of sand, crushed stone and water, if not used as specified, cause considerable trouble in concrete. In addition to these, workmanship, quality control and methods of placing also play the leading role on the properties of concrete.
Compressive strength of concrete comes primarily from the hydration of alite and belite in Portland cement to form C-S-H. Alite hydrates rapidly to form C‐S‐H and is responsible for early strength gain; belite has a slower hydration rate and is responsible for the long term strength improvements.
Alite: 2Ca3SiO5 + 6H2O → 3CaO•2SiO2•3H2O + 3Ca(OH)2
Belite: 2C2S + 4H2O = C3S2H3 + CH
When alite and belite hydrate they produce a by‐product, calcium hydroxide (CH), which crystallizes around the aggregate to create a weak zone called the interfacial transition zone (ITZ) [2]. The ITZ is where concrete paste has a higher porosity and lower strength than the surrounding paste and allows the greatest penetration of harmful containments.
- FIBRE REINFORCED CONCRETE
Fibre Reinforced Concrete is a concrete composed of normal setting hydraulic cements, fine or fine and coarse aggregates and discontinuous discrete fibre with different proportions, different length and different gauges as parameters.
Concrete is an artificial material in which the arrangements both fine and coarse aggregate are bonded together by the cement when mixed with water. The concrete has become so popular and indispensable because of its inherent characteristics and advantages either when green or hardened. The use of reinforcement in concrete brought a revolution in application of concrete. Concrete has unlimited opportunities for innovative application, design and construction techniques. Its great versatility and relative economy in filling wide range of needs has made it a very competitive building material
When the loads imposed on concrete approach that for failure, cracks will propagate, sometimes rapidly, fibres in concrete provide a means of arresting the crack growth. Reinforcing steel bars in concrete have, the same beneficial effect because they act as long continuous fibres. Short discontinuous fibres have the advantage however of being uniform. If the modulus of elasticity of the fibre is high with respect to the modulus of elasticity of the concrete or mortar binder, the fibres help to carry the load, thereby increasing the tensile strength of the material. Increases in the length, diameter ratio of the fibres usually augment the flexural strength and toughness of the concrete. The values of this aspect ratio is usually restricted to between 100 and 200 since fibres which are too long tend to “ball” in the mix and create workability problems.
As a rule, fibres are generally randomly distributed in the concrete; however, processing the concrete so that the fibres become aligned in the direction of applied stress will result in even greater tensile or flexural strengths.
3. POZZOLANIC ADMIXTURES IN CONCRETE
Pozzolonas are either naturally occurring or available as waste materials. They mainly contain silica, which comes reactive in the presence of free lime available in cement when pozzolanic admixtures are mixed with cement. The reactivity varies depending upon the type of pozzolana, its chemical composition and its fineness. In developing countries like India, pozzolanic materials are mainly available as industrial waste by-products, flyash, silica fume, stone dust, blast furnace slag, rice husk ash, etc., are some of industrial wastes and metacem is a quality controlled reactive pozzolona, made from purified kaolin which possess pozzolanic properties.
Extensive reaserch work has been carried on the use of pozzolanas in construction materials. Out of the above pozzolonas admixtures fly ash can be considered as the one, which is abundantly available. Fly ash concrete possesses certain desirable and enhanced properties compared to ordinary plane concrete. Metakaolin made from purified kaolin is not industrial waste product, can be recommended to be used along with cement to derive certain enhanced properties for concrete in special situations.
In the present investigation an attempt has been made to study the properties of concrete such as workability, compressive strength, split tensile strength and flexural strength of fibrous concrete composite with addition of various proportion of condensed silica fume and metakaolin as partial replacement by weight of cement to arrive at optimum properties.
4. EXPERIMENTAL INVESTIGATION
The scope of present investigation is to study strength properties on plain concrete, concrete with replacement of varying percentages of metakaolin and silica fume along with steel fibres in different total percentages of 0%, 0.5%, 0.75%, 1.0%, 1.25%, and 1.5% for M60 & M80 concrete mix.
4.1 MATERIAL PROPERTIES AND EXPERIMENTAL WORK
4.1.1 CEMENT
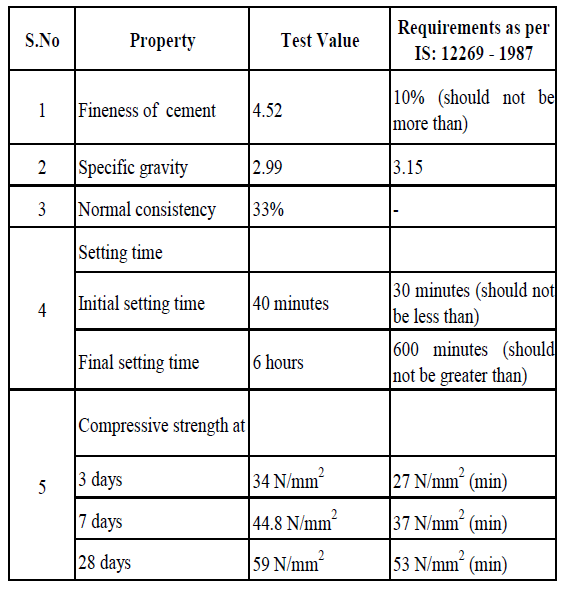
Locally available Ordinary Portland Cement of 53 grade of ULTRATECH Cement brand confirming to ISI standards has been procured and following tests have been carried out according to (22) shown
Table 1: Physical properties of OPC 53 grade ultratech brand cement
4.1.2 METAKAOLIN
The Metakaolin is obtained from the 20 Microns limited Company at Vadodara in Gujarat by the brand name Metacem 85 C. The specific gravity of Metakaolin is 2.5. The Metakaolin is in conformity with the general requirement of pozzolana( 1,15,19,23). The Physical and chemical results are tabulated.
Table 2: Physical properties of Metakaolin given by the distributer
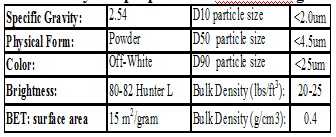
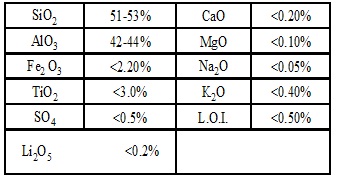
Table 3: Chemical composition of Metakaolin given by the distributer
4.1.2 SILICA FUME AND ITS SOURCES
Silica fume is very fine pozzolanic material composed of amorphous silica produced by electric arc furnaces as a byproduct of the production of elemental silica or ferro-silicon alloys. High-purity Quartz is heated to 2000oc with coal, coke or wood chips as fuel and an electric arc introduced to separate out the material. As the quartz is reduced it releases silicon oxide vapour. This mixes with oxygen in the upper parts of the furnace where it oxidizes and condenses into micro spheres of amorphous silicon dioxide. The fumes are drawn out of the furnace through a precollector and a cyclone, which remove the larger coarse particles of unburnt wood or carbon, and then blown into a series of special filter bags.
Silica fume is, when collected, an ultra fine powder have the following basic properties:
- Atleast 85% SiO2
- Mean particle size between 0.1 and 0.2 micron.
- Minimum specific surface of 15,000 m2/kg.
- Spherical particle shape
- The powder is normally grey in color but this can vary according to the source
Table 3: Particle size analysis of silica fume given by distributer
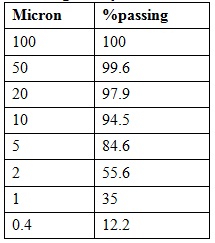
Table 4: Basic properties of silica fume given by distributer
- MIXING OF CONCRETE
Initially the ingredients of concrete viz., coarse aggregate, fine aggregate, cement, condensed silica fume and Metakaolin were mixed to which the water and Superplasticizer were added and thoroughly mixed. Water was measured exactly. Then it is applied to the dry mix and it was thoroughly mixed until a mixture of uniform color and consistency was achieved which is then ready for casting. Prior to casting of specimens, Workability is measured in accordance [9, 17] and is determined by slump test and compaction factor test. Superplasticizer SP 430 supplied by Fosroc Ltd.
Table 5: Workability of concrete M60 with blended admixtures
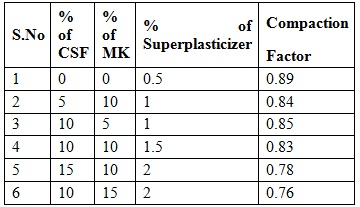
Table 6: Workability of concrete M80 with blended admixtures
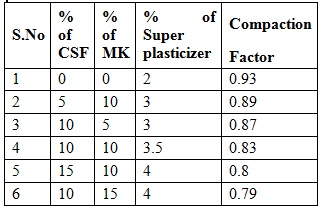
Table 7: Workability of blended concrete M60 with % steel fibers

Table 8: Workability of blended concrete M80 with % steel fibers

- TEST SETUP AND TESTING
The cube specimens cured as explained above are tested as per standard procedure I.S. 516 (14), after removal from curing tank and allowed to dry under shade. The cube specimens are tested for
- Compressive strength test
- Split tensile strength test
- Flexural strength test
6.1 COMPRESSIVE STRENGTH

Fig 1: Compression Strength on cube
The results of compressive strength of M60 concrete is tested after 7 days & 28 days curing
The results of compressive strength of M80 concrete is tested after 28 days curing
Graph 1: Compressive strength of triple blended concrete mix (M80) at 28 days curing period for different %CSF with different % MK and 1.5% steel fibers

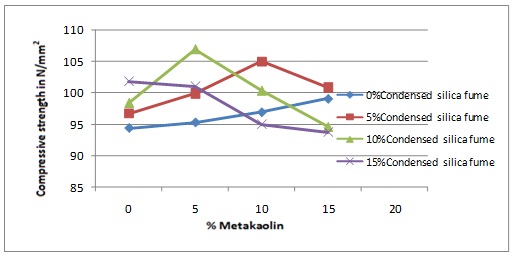
Graph 2: Compressive strength of triple blended concrete mix (M80) at 28 days curing period for different %MK with different %CSF and 1.5% steel fibers
6.2 SPLIT TENSILE STRENGTH

Fig 2: Split Tensile Strength on Concrete Cylinder
The results of split tensile strength of M60 concrete is tested after 7 days & 28 days curing
The results of compressive strength of M80 concrete is tested after 28 days
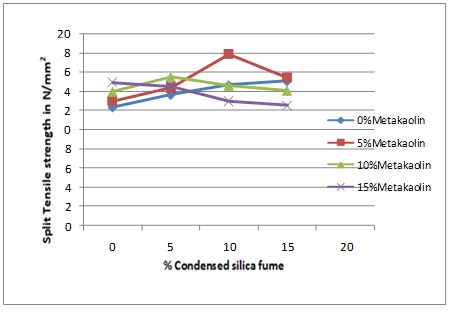
Graph 3: Split Tensile strength of triple blended concrete mix (M80) at 28 days curing period for different %CSF with different % MK and 1.5% steel fibers
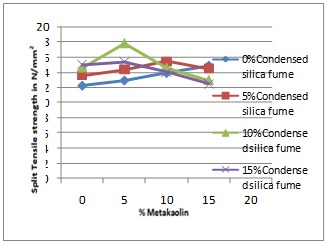
Graph 4: Split Tensile strength of triple blended concrete mix (M80) at 28 days curing period for different %MK with different %CSF and 1.5% steel fibers
6.3 FLEXURAL STRENGTH

Fig 3: Flexure Test on beams
The results of flexural strength of M60 concrete is tested after 7 days & 28 days curing
The results of compressive strength of M80 concrete is tested after 28 days curing
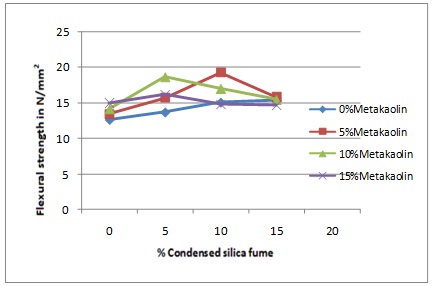
Graph 5: Flexural strength of triple blended concrete mix (M80) at 28 days curing period for different %CSF with different % MK and 1.5% steel fibers
Graph 6: Flexural strength of triple blended concrete mix (M80) at 28 days curing period for different %MK with different %CSF and 1.5% steel fibers

CONCLUSIONS
- An effective and efficient triple blended concrete mix can be prepared with the addition of condensed silica fume and Metakaolin to OPC. This triple blended mix is not only cost effective also it renders the concrete to achieve several beneficial properties.
- When the mineral admixtures like silica fume or Metakaolin are added at higher percentages to cement, the workability of concrete is getting reduced. There is a need to add superplasticizer dosage to maintain constant medium workability.
- In the case of triple blended concrete 10% CSF & 5% MK gives highest strength without fibre reinforcement
- As the total percent of fibre is increased the compressive strength is also increasing.
The highest compressive strength for fibre mixes is obtained with 10% CSF & 5% MK and 1.5% steel fibre.
- Split tensile strength is more in the case of triple blended concrete. Highest tensile strength is obtained with 10% CSF and 5% MK.
- Highest tensile strength is obtained with 10% CSF 5% MK and 1.5% total steel fibres
- Flexural strengths are also higher for triple blended concretes with various combinations, these values are further increased with addition of fibres.
- Without fibres for a combination of 10% CSF and 5% MK the flexural strength is higher than the reference. For other combinations the increase is in between.
- The highest flexural strength with 10% CSF 5% MK and 1.5% fibre is high by nearly 163.97% than that of reference mix.
- On the basis of the present experimental study it is finally concluded that optimum concrete mixes can be obtained by carrying out triple blending with Condensed silica fume and Metakaolin. These mixes posses not only higher strength but also many other beneficial properties like better durability, better crack resistance, low permeability, cost effectiveness etc. Triple blended concrete mixes are quite suitable for high performance concrete(HPC).
SUGGESTIONS FOR FUTURE WORK
- Further work may be continued with triple blended concrete mixes using other type of mineral admixtures.
- Work may be carried out on long term properties. Testing of prototype elements may be conducted to assess the flexural properties like deflections, rotations, ductility, crack formation etc.
REFERENCES
- ACI 234R-06 “Guide for the use of Silica Fume in Concrete”. American Concrete Institute.
- ACI 544.1R-96, (Reapproved 2009) “Report on fiber reinforced concrete”. American Concrete Institute.
- ACI 544.4R-88, “Design Considerations for Steel Fiber Reinforced Concrete”. American Concrete Institute.
- ASTM A 820M-06, “Specification for Steel Fibers for Fiber Reinforced Concrete”. ASTM International.
- R.V, Rana T.M., Maqsood T, Tang W.C., “Strength and durability performance of HPC incorporating pozzolans at elevated temperatures”, Structural Survey, Vol. 20 ,2002 pp.123 – 128.
- Brooks, J.J. et al “Effect of admixtures on the setting times of high-strength concrete” Cement Concrete Compos, vol 22, 2000, pp293-301.
- Caldarone M.A and Gruber K.A ,“High Reactivity Metakaolin (HRM) for High Performance Concrete”, special publications, vol.153, june1995, pp:815-828.
- Caldarone, M.A. et al “High reactivity metakaolin: a new generation mineral admixture”. Concrete Int, vol.34, November 1994, pp: 37-40.
- Curcio, F. et al “Metakaolin as a pozzolanic microfiller for high-performance mortars”.
- Ghosh.S, . Bhattacharjya S, Chakraborty S “Compressive behaviour of Short Fibre Reinforced Concrete”, Magazine of Concrete Research, vol.59(8), 2007, pp 567 –574.
- Ghosh.S, . Bhattacharjya S, Chakraborty S “Mechanics of Steel Fibre Reinforced Composite in Flexural Shear”, Int. Conf. CENeM –2007, Bengal Engg. and science University, Shibpur, India, Jan 11-14, 2007.
- I.S. 383-1970, “Specification for course and fine aggregate from natural sources for concrete”. BIS
- I.S. 456-2000, “Code of practice of plain and reinforced concrete”. BIS.
- I.S. 516-1959, “Method of test for strength of concrete”, BIS.
- I.S. 1344-1968 “India standard specification for pozzolanas” bureau of Indian Standards.
- I.S. 2386 (Part 1) 1963 “Methods of test for Aggregates for Concrete, Part 1 Particle Size and Shape”, BIS.
To download the above paper in PDF format Click on below Link: