Title: EXPERIMENTAL INVESTIGATION ON SELF COMPACTING CONCRETE USING MARBLE POWDER AND SILICA FUME
Author: Chockalingam.M, Asst.Professor
College: MNSK College of Engineering, Pudukkottai
Abstract: Self-Compacting concrete is a concrete which gets compacted under its self-weight. It’s commonly abbreviated as SCC and defined as the concrete which can placed and compacted into every corner of a formwork; purely means of its self-weight by eliminating the need of either external energy input from vibrators or any type of compacting effort. Self compact ability and stability are susceptible to ternary effects of chemical and mineral admixture type and their content.
In this experimental work different percentages of marble powder (MP) and silica fume (SF) are added. Experiments are carried out for the effective replacement of cement with silica fume (0%, 15%, 20%, 25%, 30%) and Marble powder (15%). Several tests such as slump flow, V-funnel, L-box, U-box are carried out to determine optimum parameters for the self-compactability of mixtures. Test on Compressive strength, flexural strength and deformation characteristics of the specimens are studied. The results obtained from these tests are compared with conventional concrete specimens. The load deflection curves are also drawn. The results show that 15% to 20% replacement of cement with silica fume and 15% marble powder improves the properties of SCC.
Key words: Self compacting concrete(SCC), Marble powder, Silica fume, Super plasticizer
Introduction
Self-compacting concrete (SCC) is an innovative concrete that does not require vibration for placing and compaction. It is able to flow under its own weight, completely filling formwork and achieving full compaction, even in the presence of congested reinforcement. The hardened concrete is dense, homogeneous and has the same engineering properties and durability as traditional vibrated concrete.
Concrete that requires little vibration or compaction has been used in Europe since the early 1970s but self-compacting concrete was not developed until the late 1980’s in Japan. In Europe it was probably first used in civil works for transportation networks in Sweden in the mid l990’s. The European Countries funded a multi-national, industry lead project SCC 1997- 2000 and since then SCC has found increasing use in all European countries.
Self-compacting concrete offers a rapid rate of concrete placement, with faster construction times and ease of flow around congested reinforcement. The fluidity and segregation resistance of SCC ensures a high level of homogeneity, minimal concrete voids and uniform concrete strength, providing the potential for a superior level of finish and durability to the structure. SCC is often produced with low water-cement ratio providing the potential for high early strength, earlier demoulding and faster use of elements and structures.
SCC has been described as “the most revolutionary development in concrete construction for several decades”. Originally developed to offset a growing shortage of skilled labour, it has proved beneficial economically because of a number of factors, including,
- faster construction
- reduction in site manpower
- better surface finishes
- easier placing
- improved durability
- greater freedom in design
- thinner concrete sections
- reduced noise levels, absence of vibration
- safer working environment
Originally developed in Japan, SCC technology was made possible by the much earlier development of superplasticisers for concrete. SCC has now been taken up with enthusiasm across Europe, for both site and precast concrete
work. Practical application has been accompanied by much research into the physical and mechanical characteristics of SCC and the wide range of knowledge generated has been sifted and combined in this guideline document.
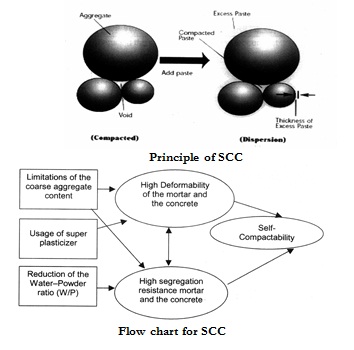
BASIC PRINCIPLE OF SCC
To attain high workability on concrete, it is necessary to have a good spacing between the aggregates, as to minimize the friction between them. A concrete sample with a good spacing between the aggregates is covered by cement paste, we could then compact the aggregates, and squeeze out the excess cement paste surrounding them. What left is a top layer with just the paste itself, and below it a compact state of aggregates, with just enough cement paste to fill in the void space. This cement paste in between the voids is called the ‘compact paste’. And the cement paste that wraps around the aggregates is called ‘excess paste’. This excess paste allows the aggregate to disperse easily in the matrix which helps the concrete to flow easily and maintains homogeneous dispersion.
LITERATURE SURVEY
M. Collepardi (1980) has done some experiments on SCC and summarizes the results on flowing and cohesive super plasticized mixtures studied and placed in the 1970’s and 1980’s with properties. They are very close to those of Self-Compacting Concretes (SCCs) presently considered to be the most advanced cementations material. In particular, it was suggested that the ingredients of these mixtures (super plasticizer, cement, fly ash, ground limestone, silica fume, etc.) by examining their specific role in determining the main properties of these concretes, such as fluidity, on the one hand, and resistance to segregation, on the other. Some interesting new materials, such as ground fly ash or powder from recycled aggregates, appear to be very promising for manufacturing self compacting concrete in agreement with the requirements needed for sustainable progress.
Okamura and Ozawa (1994, 1995) developed slump flow, funnel flow, L box and U box test apparatus for fill ability. They recommended that while the w/c ratio of SCC must be decided based on strength considerations, the w/c ratio governs the self compatibility in most cases.
Okamura (1996) reported about the uses of transparent polymer leads to simulate the movement of aggregate in SCC and he found that high w/c ratio, addition of super plasticizer and control of coarse aggregate content minimizes shear stress and ensures good filling ability. Okamura (2000) discussed the procedure for adjusting w/c and super plasticizer dosage to achieve desired properties. He found that for mortars, the ratio of slump flow index to funnel flow index to almost constant with respect to volume of water to cement ratio for a given value of super plasticizer to cement ratio.
Okamura, Hajime (1997) they are explain self compacting concrete performance to achieve high strength during its hardened.
European guide lines (1998) explains all the fresh concrete tests like Slump-flow by Abrams cone, T5Ocmslumpflow, J-ring, V-funnel, L-box, U-box also Fill-box, GTM screen stability test, Orimet with its permissible limit.
Md. Safiuddin, J.S. West, and K.A. Soudki (2008) told the self compacting concrete is emerging as a new generation of high-performance concrete with the aim of building durable concrete structures without any skilled laborers for concrete placement. An extensive literature survey was conducted to explore the present state of knowledge on the durability performance of self compacting concrete. This paper mainly presents the durability of self compacting concrete with respect to corrosion, freeze-thaw cycles, sulfate attack, and alkali-aggregate reactions. In addition, this paper briefly discusses the effects of porosity, electrical resistivity, transport properties, drying shrinkage, segregation resistance, and air content on the durability performance of self compacting concrete.
A. Foroughi-Asi, S. Dhlmaghani, H. Famili (2006) In this paper, the bond between self compacting concrete and steel reinforcement was investigated. The bonding strengths of reinforcing bars were measured using cubic specimens of self compacting concrete and of normal concrete. The self compacting concrete specimens were cast without applying compaction, whereas the specimens of normal concrete were cast by conventional practice with substantial compaction and vibration. The results showed that self compacting concrete specimens generated higher bond to reinforcing bars than normal concrete specimens and the correlation between bond strength and compressive strength of normal concrete is more consistent.
Paratibha aggarwal, rafat siddique (2008) self-compacting concrete is a fluid mixture suitable for placing in structures with congested reinforcement without vibration. Self-compacting concrete development must ensure a good balance between deformability and stability. Also, compact ability is affected by the characteristics of materials and the mix proportions; it becomes necessary to evolve a procedure for mix design of SCC. The paper presents an experimental procedure for the design of self-compacting concrete mixes. The test results for acceptance characteristics of self-compacting concrete such as slump flow; J-ring, V-funnel and L-Box are presented. Further, compressive strength at the ages of 7, 28, and 90 days was also determined are included here.
Burak Felekoglu (2008) in this paper suggest that, in order to produce SCC with the same consistency, admixture requirement may change with the physical properties of sands used. When com similar compressive strengths have been obtained by using CLS sand. On the other hand, CLC sand caused strength loss and increased the admixture demand for a targeted slump-flow of SCC. Due to the increased admixture content, setting times of SCCs prepared with CLC sand were also lengthened. The methylene blue adsorption value is a good indicator of clay content of sand. This test method was efficiently used for the selection of appropriate sand type incorporating high volumes of fine materials.
MATERIAL DESCRIPTION
FINE AGGREGATE
The fine aggregate used in the investigation is clean river sand and conforming to zone II. The sand was first sieved through 4.75mm sieve to remove any particles greater than 4.75mm. Particles smaller than 0.125mm (125μ) size are considered as fine which contribute to the powder content. Fine aggregates shall conform to the required of IS 383.
|
S.No |
Properties |
Values |
|
1 |
Specific gravity |
2.6 |
|
2 |
Fineness modulus |
2.66 |
|
3 |
Bulk density |
1.6 |
Table 1: Properties Of Fine Aggregate
COARSE AGGREGATE
The coarse aggregate used in the investigation is crushed stone aggregate passing through 16mm sieve. The aggregate occupy 70%-80% of the total volume normal concrete. But self-compacting concrete have only 50% of total volume of concrete. Coarse aggregate shall comply with the requirement of IS 383-1970.
|
S.No |
Properties |
Values |
|
1 |
Specific gravity |
2.71 |
|
2 |
Fineness modulus |
7.93 |
|
3 |
Bulk density |
1.5 |
Table 2: Properties Of Coarse Aggregate
CEMENT
Cement can be defined as material having adhesive and cohesive properties which make it capable of bonding material fragments into a compact mass. Cement is the most important ingredient in concrete. Different brands of cement have been found to possess different strength development characteristics and rheological behavior due to the variations in the compound composition and fineness. For the present investigation, ordinary Portland cement (chettinad) of 43 grade conforming to IS 12269-1987 was used. .
|
S.No |
Properties |
Values |
|
1 |
Specific gravity |
3.11 |
|
2 |
Consistency |
38% |
|
3 |
Initial setting time |
35min |
|
4 |
Final setting time test |
265min |
Table 3: Properties Of Cement
SUPERPLASTICIZER
The superplasticizer is an essential component of self compacting concrete to provide the necessary workability.
In my project, I was used Conplast SP 430 has been used which conform to BS 5075 Part 3 and with ASTM C494 as Type A and Type F. Conplast SP430 is a chloride free, superplasticising admixture based on selected sulphonated naphthalene polymers. It is supplied as a brown solution which instantly disperses in water. Conplast SP430 disperses the fine particles in the concrete mix, enabling the water content of the concrete to perform more effectively. The very high levels of water reduction possible allow major increases in strength to be obtained.
|
S.No |
Properties |
Values |
|
1 |
Appearance |
Brown liquid |
|
2 |
Specific gravity |
Typically 1.20 at 20°C |
|
3 |
Chloride content |
Nil to BS 5075 |
|
4 |
Air entrainment |
less than 2% |
|
5 |
Alkali content |
less than 72.0 g |
Table 4: Properties Of Superplasticizer
MARBLE POWDER
The advancement of concrete technology can reduce the consumption of natural resource and energy source and lessen the burden of pollution on environment .Presently Large amounts of marble dust are generated in natural stone processing plants with an important impact on environment and humans. This project describes the feasibility of using the marble dust in concrete production as partial replacement of cement. In INDIA, the marble and granite stone processing is one of the most thriving industry the effects if varying marble dust content on the physical and mechanical properties of fresh and hardened concrete have been investigated. specific gravity of marble powder used was 2.813.
SILICA FUME
Silica fume imparts very good improvement to rheological, mechanical and chemical properties. It improves the durability of the concrete by reinforcing the microstructure through filler effect and thus reduces segregation and bleeding. It also helps in achieving high early strength. Silica fume of specific gravity 2.34 was used in this study. The chemical composition of Silica fume is given in Table 5.6
Table 5:Chemical Composition of Silica Fume
|
S.No. |
Constituents |
Quantity(%) |
|
1 |
SiO2 |
91.03 |
|
2 |
Ai2O3 |
0.39 |
|
3 |
FE2O3 |
2.11 |
|
4 |
CAO |
1.5 |
|
5 |
LOI |
4.05 |
Description of Specimens
The current experimental program includes six beam specimens, the description of specimens are designated as follows,
- SP 1 : Control Specimen
- SP 2 : 70% of Cement + 15% of Marble powder +15% of silica fume
- SP 3 : 65% of Cement + 15% of Marble powder +20% of silica fume
- SP 4 : 60% of Cement + 15% of Marble powder +25% of silica fume
- SP 5 : 55% of Cement +15% of Marble powder +30% of silica fume
MIX PROPORTION OF SELF COMPACTING CONCRETE
EFNARC specification and guidelines based on okamura’s method was adopted for mix design.
GRADE OF CONCRETE: M30
| S.NO | MATERIALS | QUANTITY(kg/m3) |
| 1 | Cement | 380 |
| 2 | Fine aggregate | 918 |
| 3 | Coarse aggregate | 730 |
| 4 | Water | 194 |
| 5 | Super plasticizer | 1.25% of powder |
Table 6: Mix Proportion
Mix proportion : 1: 2.42: 1.92
Water/powder ratio : 1.05
TESTS FOR FRESH PROPERTIES OF SCC
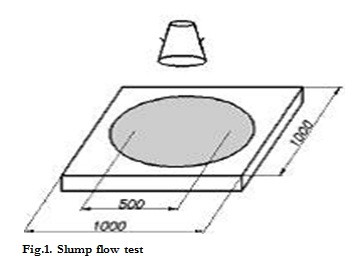
SLUMP FLOW
The slump-flow Test using the traditional slump cone is the most common field test. It is simple and most widely used to assess the horizontal flow and the flow rate of SCC in the absence of obstructions. The test, which was developed in Japan, was originally used to measure underwater concrete and has also been used to measure highly flowable concretes. Also T500, which is the time required for the concrete to spread to a diameter of 500 mm is also measured to assess the flowability.
The higher the slump flow value, the greater its ability to fill formwork under its own weight. A value of at least 650mm is required for SCC under EFNARC guidelines. There is no generally accepted advice on what are reasonable tolerances about a specified value, though ± 50mm, as with the related flow table test, might be appropriate. The T500 time is a secondary indication of flow. A lower time indicates greater flowability and vice versa. In case of severe segregation most of the coarse aggregate will remain in the centre of the pool of concrete and mortar and cement paste at the concrete periphery. In case of minor segregation a border of mortar without coarse aggregate can occur at the edge of the pool of concrete. If none of these phenomena appear it is no assurance that segregation will not occur since this is a time related aspect that can occur after a longer period.
V-FUNNEL
The described V-funnel test is used to determine the filling ability of the concrete with a maximum aggregate size of 20mm. The test was developed in Japan and used by Ozawa et al. The equipment consists of a V-shaped funnel as shown Figure. An alternative type of V-funnel, the O funnel, with a circular section is also used in Japan.

The funnel is filled with concrete and the time taken for it to flow through the apparatus is measured. After this the funnel can be refilled with concrete and left for 5 minutes to settle. If the concrete shows segregation then the flow time will increase significantly. This test measures the ease of flow of the concrete; shorter flow times indicate greater flowability. For SCC a flow time of 10 seconds is considered appropriate under EFNARC guidelines. The inverted cone shape restricts flow, and prolonged flow times may give some indication of the susceptibility of the mix to blocking. After 5 minutes of settling, segregation of concrete will show a less continuous flow with an increase in flow time.
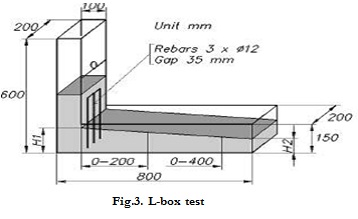
L-BOX TEST
The test assesses the flow of the concrete, and also the extent to which it is subject to blocking by reinforcement. The apparatus consists of a rectangular-section box in the shape of an L, with a vertical and horizontal section, separated by a moveable gate, in front of which vertical lengths of reinforcement bar are fitted. Figure 3 shows the L-Box test apparatus.
The vertical section is filled with concrete, and then the gate lifted to let the concrete flow into the horizontal section. When the flow has stopped, the height of the concrete at the end of the horizontal section is expressed as a proportion of that remaining in the vertical section. It indicates the slope of the concrete when at rest. This is an indication passing ability, or the degree to which the passage of concrete through the bars is restricted. The sections of bar can be of different diameters and spaced at different intervals: in accordance with normal reinforcement considerations, three times the maximum aggregate size might be
appropriate. The bars can principally be set at any spacing to impose a more or less severe test of the passing ability of the concrete. Obvious blocking of coarse aggregate behind the reinforcing bars can be detected visually.
REQUIREMENTS OF SCC
The main characteristics of SCC are the properties in the fresh state. The mix design is focused on the ability to flow under its own weight without vibration, the ability to flow through heavily congested reinforcement under its own weight and the ability to retain homogeneity without segregation. The workability of SCC is higher than very high degree of workability mentioned in IS 456:2000.
The three basic requirements for a concrete to be considered as self-compactable are:
FILLING ABILITY
It is the ability of SCC to flow into and fill completely all the spaces within the formwork under its own weight without any external energy without leaving voids. It also shows how fast the SCC flows under its own weight without losing its stability.
COMPRESSIVE STRENGTH
Compression test on concrete cubes has been carried out confirming to IS 516 – 1999. All the concrete cube specimens were tested in a 2000 KN capacity compression testing machine. The crushing strength of concrete cube is determined by applying compressive load at the rate of 140 KN/min till the specimen fail. After 7 days and 28 days of curing, the cubes were then allowed to become dry for few hours before testing.

|
S. No. |
Type of Sample |
7 Days
Compressive strength (N/mm2) |
28 Days
Compressive strength (N/mm2) |
|
1 |
SP 1 |
28.50 |
38.55 |
|
2 |
SP 2 |
29.66 |
39.33 |
|
3 |
SP 3 |
30.00 |
40.88 |
|
4 |
SP 4 |
26.22 |
36.33 |
|
5 |
SP 5 |
23.11 |
34.50 |
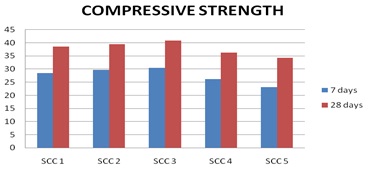
Compressive Strength of Concrete cubes
CONCLUSION
In this project work experiments were carried out for the effective replacement of cement with silica fume (0%, 15%, 20%, 25%, 30%) and marble powder (15%) in self compacting concrete..The addition of silica fume and marble powder resulted in similar flow parameters in SCC as that of conventional self compacting concrete. The results of compressive strength test show that the strength increases up to 6.04% when the cement is replaced with silica fume by 20%. Further condition of silica fume content indicates that the compressive strength gets decreased.The results of split tensile strength show that the replacement of silica fume decreases the split tensile strength up to 9.57% even though it is within the desirable limits.The properties of SCC were found to be a satisfactory confirming to the guidelines of EFNARC.
CONCLUDING REMARK: From the above findings, it is concluded that the silica fume powder up to 20% and marble powder 15% may be used for partial replacement of cement in concrete to attain more compressive strength. Silica fume 15% and marble powder 15% partial replacement of cement to attain more flexural strength and stiffness, but compromising ductility of the flexural member.
REFERENCES
- EFNARC (2002). “Specification and guidelines for self-consolidating concrete”
- Okamura, H., ozawa, K. and ouchi, M. self compacting concrete, structural concrete. No.1, march 3-17-2000
- Okamura, H., ozawa, K. mix design for self compacting concrete. Concrete library of JSCE, No.25, june 1995, pp 107-120
- Hertz K.D. (1992). “ Danish investigations on silica fume concretes at elevated temperatures.” ACI Mater. J., 89(4), 345-347
- Khoury, G.A.(1992). “Compressive strength of concrete at high temperatures Reassessment.”Mag.concrete Res., 44(161), 291-309
- Phan, L.T, Lawson, J.R., and Devis, F.L.(2001). “Effects of elevated temperatures exposure on heating characteristics, spalling and residual properties of high performance concrete.” Mater. Struct., 34(236),23-91
- Persemlidis, G. (2004). “Influence of elevated temperatures of self consolidating concretes of strength classes C20/25 AND C30/37.”Msc thesis, Democritus Univ. of Thrace, xanthi, Greece, 170 (in Greek)
- De schutter. G Guidelines for Testing fresh Self-compacting concrete, September 2005
- Sideris, K.K.,Manita,P.Papageorgiou,A.,and Chaniotakis,E.(2003).’Mechanical characteristics of high performance fibre reinforced concrete at elevated temperatures.”Proc.,Int Conf on Durability of concrete.V.M Malhotra,ed., Thessaloniki, Greece,CANMET/ACI,SP 212, 973 -988.
- Vengala, Jagadish and Ranganath, R.V. Mixture proportioning procedures for self compacting concrete, The Indian concrete journal, August 2004, Vol.78, No.8, pp 13-21